SLA 3D Printing: A Complete Guide to Stereolithography
SLA 3D printing is the resin process engineers reach for when surface finish and fine detail decide whether a part succeeds. It uses a UV laser to cure liquid photopolymer layer by layer, producing parts with the smoothest surfaces and sharpest features of any 3D printing technology. Where FDM builds in visible layers, SLA builds in detail fine enough to resolve text, textures, and crisp edges.
For product teams validating form, fit, and appearance, that detail is the whole point. Stereolithography was the first commercial 3D printing process, and decades later it remains the standard for high-resolution prototypes, master patterns, and cosmetic parts. The tradeoffs are real, though: SLA parts cost more per part than FDM, take longer to finish, and behave differently under load and UV exposure. Knowing where those lines fall is the difference between a part that looks production-ready and one that fails in the field.
We run SLA as part of our 3D printing service, so the guidance here is based on production experience with the process.
In This Guide: what SLA is and how stereolithography works, the resin families it supports, its advantages and limitations, achievable tolerances, common applications, and a framework for deciding when SLA is the right process for your project.
What Is SLA 3D Printing?
SLA 3D printing, or stereolithography, is a resin-based additive process that uses a UV laser to cure liquid photopolymer layer by layer into a solid part. It produces the smoothest surfaces and finest detail of any common 3D printing process, which makes it the standard choice for high-resolution prototypes, cosmetic models, and parts with tight-fitting features.
SLA belongs to a family called vat photopolymerization, which also includes digital light processing (DLP) and masked SLA (mSLA). All three cure liquid resin with light; they differ mainly in the light source. "Resin 3D printing" is the common informal name for the same category. When people say resin printing, SLA is usually what they mean.
SLA requires post-processing, including support removal, rinsing to clear excess resin, and UV curing to fully solidify the printed part. When polished, clear SLA resins can achieve glass-like transparency.

Example Polished SLA Part
How Does SLA 3D Printing Work?
Stereolithography builds a part from a vat of liquid resin, one cured layer at a time. The sequence is straightforward:
- A build platform positions into the resin vat, leaving a single layer's gap.
- A UV laser traces the cross-section of the part, curing and solidifying the resin where it touches.
- The platform moves by one layer height, letting fresh resin flow into place for the next layer.
- The cycle repeats until the full geometry is built from the bottom up.
The part that comes off the printer is not finished. SLA requires post-processing: washing in a solvent to clear uncured resin, removing support structures, and post-curing under UV light to reach final strength and dimensional stability. Skipping or rushing any of these steps leaves a part that is tacky, weak, or dimensionally off. Clear resins, once polished, can reach near glass-like transparency, but only with careful finishing.
For a fuller picture of the process and resin chemistry, Formlabs maintains a detailed guide to stereolithography.
SLA Materials and Resin Types
Resin selection drives the strength, finish, and durability of an SLA part more than any other single factor. The same geometry printed in a standard resin versus an engineering resin behaves like two different parts. The major families:
| Resin Family | Best For | Key Tradeoff |
|---|---|---|
| Standard | Visual models, draft prototypes, high detail at low cost | Brittle, not for functional load |
| Engineering | Snap-fits, enclosures, load-bearing features | Higher cost, still below molded thermoplastics |
| Clear | Lenses, light pipes, transparent housings | Requires polishing for optical clarity |
| Biocompatible | Surgical guides, dental models, patient contact | Strict post-cure requirements for certification |
| High-Temperature | Tooling, mold patterns, short-run functional testing | More expensive, can be more brittle |
| Castable | Investment-casting patterns for jewelry and metal parts | Single-use, burns out during casting |
High-temperature resins can withstand temperatures past 230 °C, which opens up mold-making and short-run tooling. Castable resins burn out cleanly for precious-metal casting. The breadth of the resin catalog is part of why SLA spans markets from medical to jewelry.
Advantages of SLA 3D Printing
SLA earns its place in a few specific situations where no other process matches it.
Surface Finish and Detail
SLA produces the smoothest as-printed surfaces of any common 3D printing process, with resolution down to roughly 25 microns. It resolves fine textures, sharp lettering, logos, and internal channels that FDM and powder-bed processes blur. For a prototype meant to look like the finished product, this is the deciding factor.
Dimensional Precision
SLA holds tighter tolerances than FDM, which makes it well suited to snap-fits, connectors, and assemblies where small deviations break the fit. Crisp edges and accurate small features come off the printer rather than requiring secondary machining.
Material Versatility
The resin range covers transparent, flexible, biocompatible, high-temperature, and castable options. A single process can serve a clear optical prototype one week and a dental model the next, which is rare in additive manufacturing.
Repeatable Quality Across Small Batches
SLA delivers consistent detail and finish across a run, making it dependable for low-volume production of cosmetic or low-stress parts where each unit needs to match.
Limitations of SLA
The same properties that make SLA excel set hard boundaries on where it fits.
UV sensitivity is the most important to plan around. Standard SLA resins continue to react to ultraviolet light after printing, so parts left in sunlight can yellow and grow brittle over time. For anything with outdoor or long-term light exposure, this is a real failure mode, not a cosmetic note.
Mechanical performance is the second constraint. Standard resins are brittle and crack under impact rather than deforming. Engineering resins improve toughness, but SLA parts still generally fall short of the durability of molded thermoplastics or sintered nylon, which rules SLA out for many functional end-use applications.
Post-processing is the third. Every SLA part needs washing, support removal, and UV curing before it is usable. Support contact points leave witness marks, and supports placed on a cosmetic face can ruin the surface that justified choosing SLA in the first place. Trapped uncured resin in a hollow part without escape holes can deform the part or cure unevenly later. These are design decisions with consequences, not afterthoughts.
Cost rounds it out: SLA runs a higher cost per part than FDM, driven by resin price and the post-processing labor each part requires.
SLA Tolerances and Technical Specs
SLA tolerances scale with part size, similar to other 3D printing processes. Typical machine capabilities:
| Specification | Typical Range |
|---|---|
| Layer thickness | 25 to 100 microns |
| Dimensional accuracy | ±0.1 mm, plus roughly 2% of the nominal dimension |
| Post-cure shrinkage | ~1 to 2%, compensated in design |
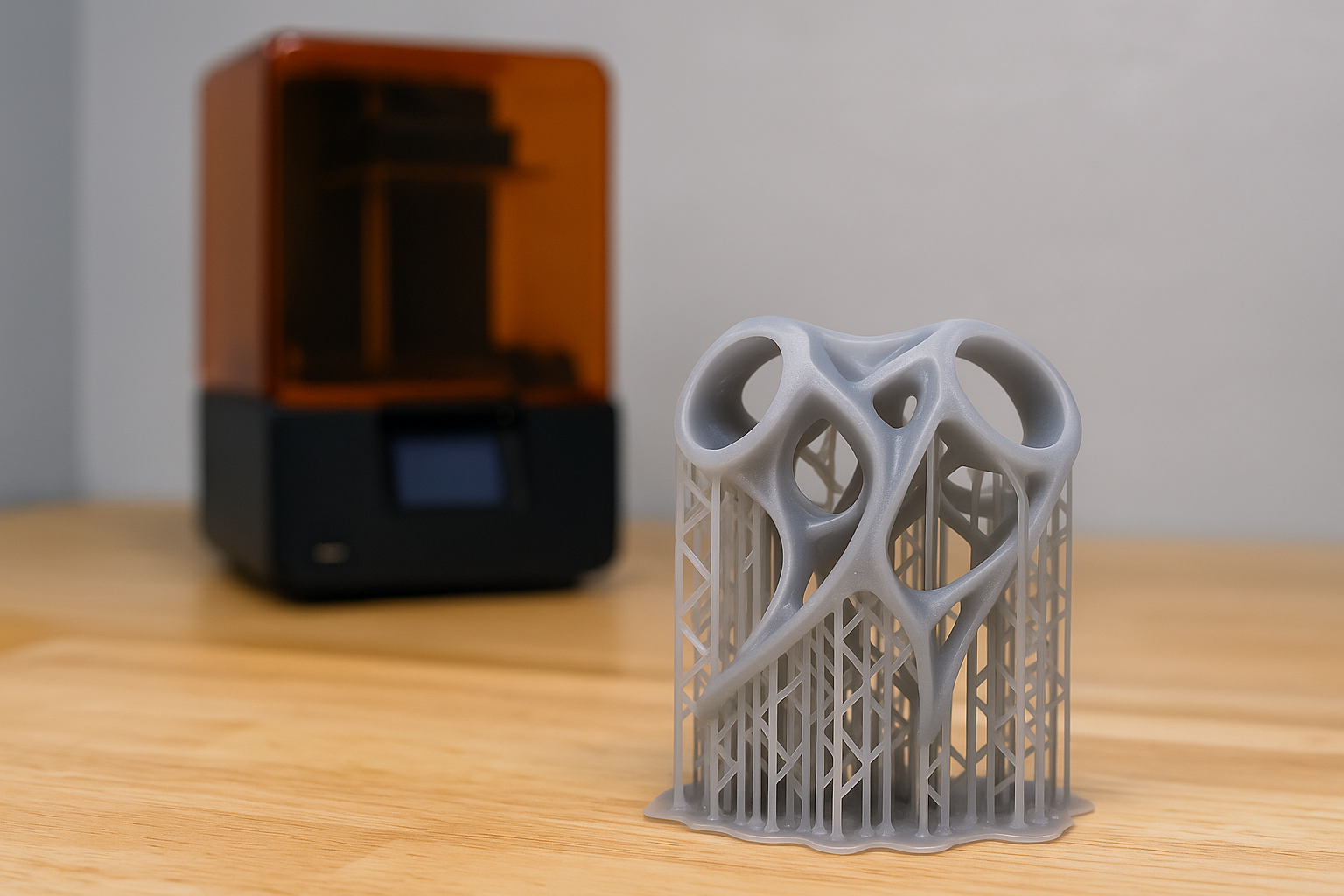
| Supports | Tree-like lattice required for overhangs |
Common SLA Applications
SLA shows up wherever appearance, detail, or tight features matter more than raw mechanical strength.
In medical and dental work, SLA produces surgical guides and anatomically accurate models precise enough to plan procedures against. In electronics, its resolution and clear resins suit housings, connectors, and light pipes with small, tight-tolerance features. For consumer products, SLA delivers cosmetic prototypes and marketing samples that communicate final aesthetics before tooling is committed. And in jewelry and miniatures, castable resins carry highly detailed patterns straight into investment casting.
The common thread is validation of how a part looks and fits, early enough to catch problems before they reach production.
When to Use SLA
SLA is the right process when surface finish, fine detail, or tight tolerances are the priority, and when the part does not need to survive heavy mechanical load or prolonged UV exposure. Visual prototypes, master patterns, transparent components, tight-fitting assemblies, and investor-facing showpieces all play to its strengths. If the goal is to put a part in front of a client or test a precise fit, SLA usually wins.
Another process is the better fit when the requirements shift toward durability or volume. For functional parts that take real mechanical stress, FDM in engineering thermoplastics or SLS in nylon holds up better, a tradeoff covered in our SLA vs FDM comparison. For strong, isotropic end-use parts at higher quantities, SLS or MJF are more economical. Our full process comparison guide lays the four additive processes side by side.
Designing for SLA
SLA rewards designs that account for the resin process from the start. A few guidelines that keep parts manufacturable and protect the finish:
- Wall thickness: Hold a minimum of 0.5 mm for rigid resins and at least 1 mm for flexible resins. Thinner walls warp or break during post-processing.
- Supports and overhangs: Overhangs need supports, and supports leave marks. Reducing steep angles and orienting cosmetic faces away from supports cuts cleanup and protects surfaces.
- Escape holes: Hollow or enclosed parts need drain holes so uncured resin can clear. Trapped resin deforms parts and cures unevenly.
- Tolerances and shrinkage: SLA holds about ±0.1 mm, but accuracy varies with geometry and orientation, and parts shrink roughly 1 to 2% during post-cure. Critical dimensions should account for both.
- Orientation: Placing large flat areas parallel to the build plate improves surface quality and print success while reducing support.
If a design needs adjustment for the process, our CAD team prepares files for SLA before the first print.
Conclusion
SLA 3D printing is the process to reach for when a part is judged by how it looks and how precisely it fits. It delivers the finest detail and smoothest finish in additive manufacturing, across a resin range that spans clear, flexible, biocompatible, and castable options. Its limits are UV sensitivity, brittleness, post-processing time, and cost per part. When those matter, FDM, SLS, or MJF are the better call. When detail and finish are the requirement, nothing matches it.
To see SLA pricing for your part, upload your model for a quote or request a manual quote.
Frequently Asked Questions
What does SLA stand for in 3D printing?
SLA stands for stereolithography. The name comes from the Greek roots for solid, stone, and writing. It is the original commercial 3D printing process and remains the benchmark for high-detail resin printing.
What is the difference between SLA and resin 3D printing?
There is no real difference. "Resin 3D printing" is the informal name for the category of processes that cure liquid photopolymer with light, and SLA is the most common of those processes. DLP and mSLA are closely related variations that use different light sources.
What tolerances can SLA achieve?
SLA typically holds about ±0.1 mm plus roughly 2% of the nominal dimension, depending on part geometry and orientation. Parts also shrink around 1 to 2% during post-curing, which should be compensated for in the design.
How strong are SLA parts?
Standard SLA resins are brittle and best suited to visual or low-stress parts. Engineering-grade resins offer improved toughness and impact resistance, but SLA parts generally remain less durable than parts made from molded thermoplastics or sintered nylon.
Is SLA good for transparent parts?
Yes. Clear resins combined with post-polishing can produce parts approaching the optical clarity of polycarbonate, making SLA a strong choice for lenses, light pipes, and transparent housings.
Learn more about our SLA 3D Printing Service.