FDM 3D Printing: A Complete Guide to Fused Deposition Modeling
FDM 3D printing is the most widely used additive manufacturing process. It builds parts by melting thermoplastic filament and depositing it layer by layer through a heated nozzle. The result is a solid plastic part made from the same engineering materials used in injection molding.
For engineers and product designers, FDM is often the first process to consider for rapid prototyping and low-volume production. The materials are well understood, the cost per part is lower than most alternatives, and turnaround is generally faster at low quantities. It is also the process most likely to be available for fast-turnaround production, which means shorter lead times and tighter iteration cycles.
We run FDM as part of our 3D printing service, so the guidance here is based on production experience with the process.
In This Guide: the FDM process, the materials it supports, its advantages and limitations, common applications, and a framework for deciding when FDM is the right choice.
What Does FDM Stand For?
FDM stands for Fused Deposition Modeling. The term was trademarked by Stratasys, the company that developed the process in the late 1980s. The open-source community later adopted an alternative name, Fused Filament Fabrication (FFF), to describe the same technology without the trademark restriction.
FDM and FFF refer to the same process. In commercial manufacturing, FDM is the more widely used term, and it is what most service providers and material suppliers default to.
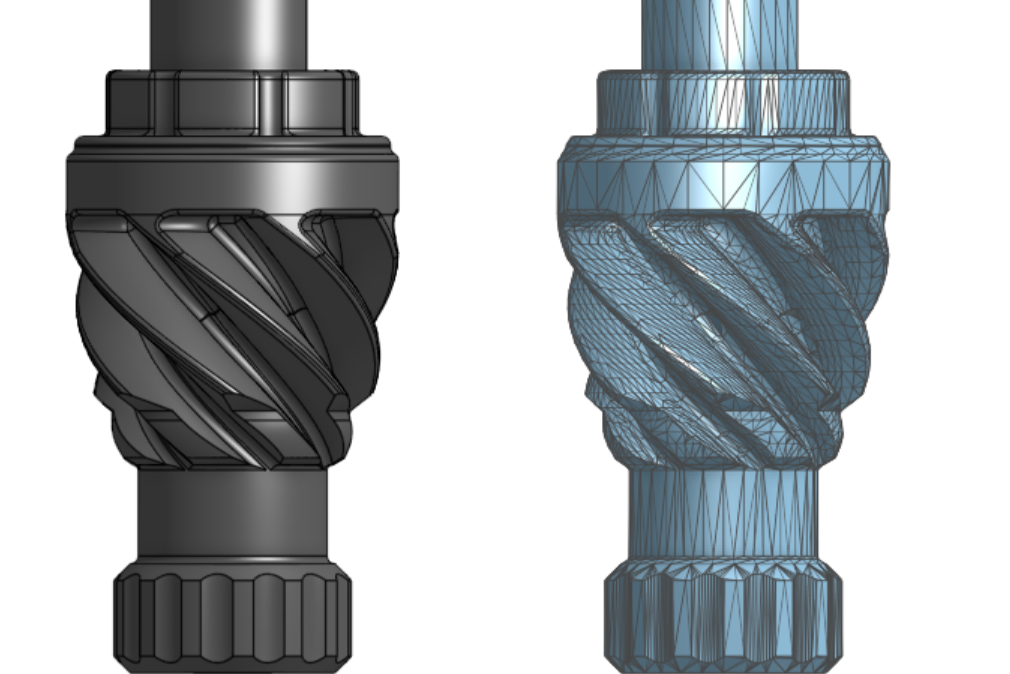
How FDM 3D Printing Works
The process starts with a thermoplastic filament wound on a spool. The filament feeds into a heated nozzle, which melts it and extrudes it onto a build plate. The nozzle traces a path defined by the sliced 3D model, depositing one thin layer at a time. After each layer, the build plate lowers (or the nozzle rises) by one layer height, and the next layer is deposited on top. The melted filament bonds to the layer below as it cools.
Three parameters determine how the finished part performs: layer height, infill density, and print orientation. Getting these right is the difference between a part that meets spec and one that is weaker than expected, rougher than needed, or more expensive than necessary.
Layer height controls the tradeoff between surface smoothness, detail resolution, and build speed. Thinner layers produce smoother surfaces but take longer. Infill density determines how solid the interior is; most functional parts are printed with 15 to 50 percent infill in a pattern like gyroid or grid, balancing strength against material use and cost. Print orientation affects strength because FDM parts are weaker in one direction than the other, a property known as anisotropy. Critical load paths need to run along the print plane, not across layer lines. For a closer look at how infill patterns affect part performance, see our infill guide.
Parts with overhangs beyond roughly 45 degrees need support structures, which are printed alongside the part and removed afterward. Support removal leaves witness marks on the surface, and poorly placed supports can damage cosmetic faces or functional interfaces. Build orientation and support strategy need to account for which surfaces matter most. Our DFM guide for 3D printing covers these constraints in detail.
FDM Materials
FDM prints in thermoplastics, the same material families used in injection molding. The range runs from commodity plastics for prototyping to engineering-grade options for functional end-use parts.
PLA
PLA is the most common FDM material and produces sharp detail with clean surfaces. It is stiff, dimensionally stable, and works well for prototypes, fit checks, and visual models where the goal is to validate a design quickly and at low cost. The limitation is durability: PLA is brittle under impact and softens at relatively low temperatures, around 60 °C, so it is not suited to parts that see mechanical stress or heat in their end environment.
ABS
ABS is one of the most widely used plastics in manufacturing, and FDM parts in ABS behave similarly to their injection-molded counterparts. It is tough, impact-resistant, and tolerates heat up to around 105 °C. ABS is a common choice for functional enclosures, protective housings, and assembly jigs. Parts that need to hold up to repeated handling and mechanical load are particularly suited for ABS.
ASA
ASA delivers mechanical properties similar to ABS with one important addition: UV resistance. Parts printed in ASA hold up in direct sunlight and outdoor weather without yellowing or becoming brittle over time. For applications with outdoor exposure like sensor housings, signage brackets, and equipment covers, ASA is typically the better choice over ABS.
PETG
PETG is chemically resistant, durable, and sits between PLA and ABS in overall mechanical performance. It handles moderate stress and temperature while offering better chemical resistance than either, making it a good fit for parts exposed to solvents, cleaning agents, or moisture. PETG is a versatile general-purpose material for production parts that need more durability than PLA without the full toughness of ABS.
TPU
TPU is a flexible thermoplastic, typically in the 75A to 95A Shore hardness range, that fills a role no rigid filament can. It flexes and returns to shape under repeated compression, making it the standard choice for gaskets, seals, vibration dampers, protective bumpers, and ergonomic grips. Where a part needs to absorb shock or conform to a mating surface, TPU is usually the answer.
Beyond these five, FDM supports nylon, polycarbonate, PEEK, PEI, and carbon-fiber composites which can serve many end use engineering purposes. For a detailed comparison including mechanical properties and application tradeoffs, see our FDM Materials Guide.
Advantages of FDM 3D Printing
Low Cost Per Part
FDM filament costs less than SLA resin, SLS powder, or MJF powder. Combined with minimal post-processing, the total cost per part is typically lower than any other additive process at low volumes.
Fast Turnaround
A typical FDM part prints in hours and needs little cleanup. For iterative design, this makes FDM one of the fastest paths from a CAD file to a testable physical part.
Wide Material Selection
FDM supports dozens of thermoplastics, from commodity PLA to engineering-grade ASA and nylon to high-performance PEEK. The same process can serve early prototyping, functional testing, and end-use production depending on the material.
Large Build Volumes
FDM printers offer some of the largest build envelopes in additive manufacturing. Parts that would require splitting and bonding on other platforms can often print as a single piece on FDM.
Functional End-Use Parts
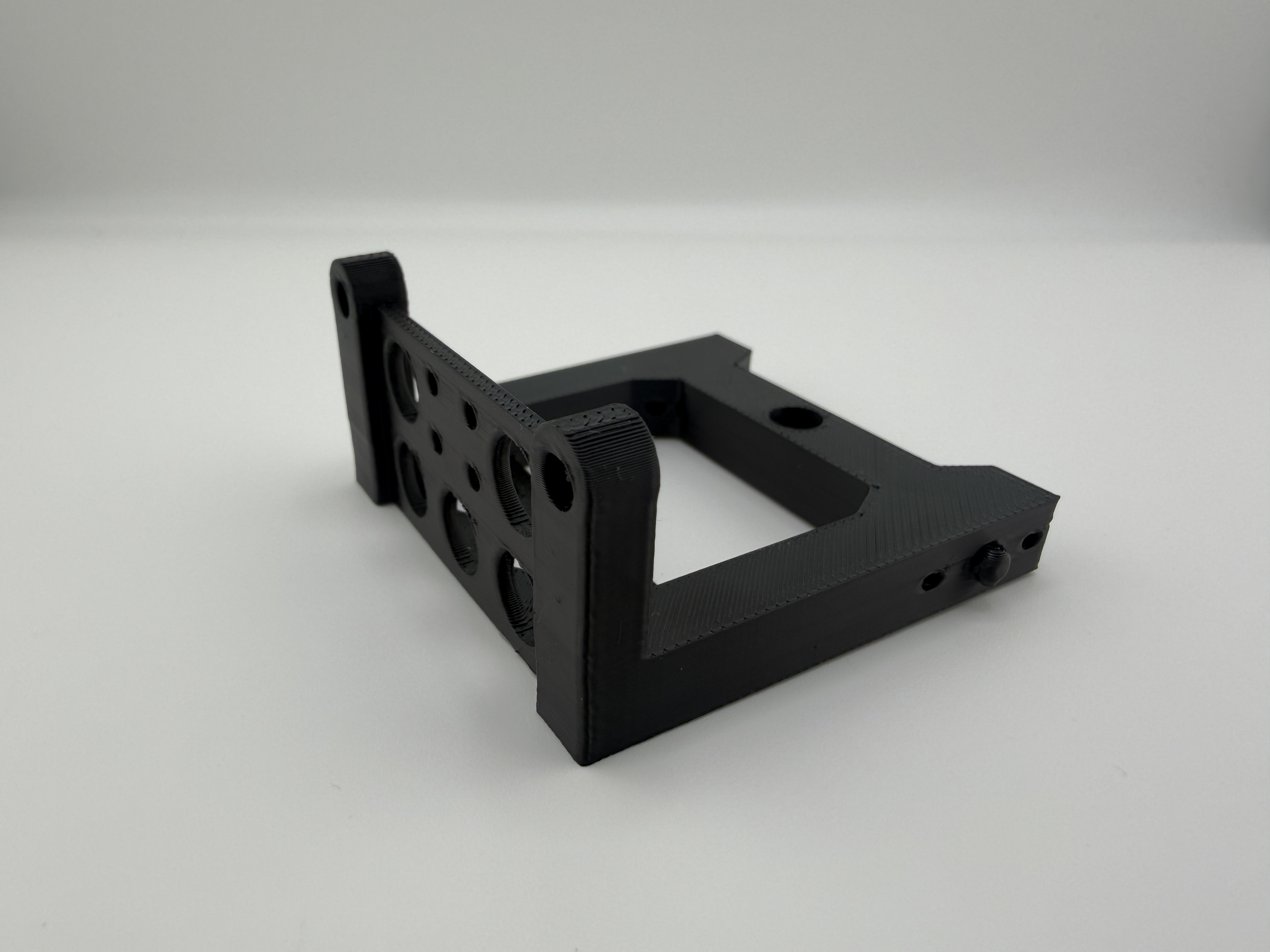
Because FDM prints in standard engineering thermoplastics, the resulting parts can serve in production. Jigs, fixtures, brackets, enclosures, and low-volume production runs are all common FDM applications.
For a deeper look at the strengths and tradeoffs, see our FDM pros and cons guide.
Limitations of FDM
Surface finish is the most visible tradeoff. Every FDM part shows layer lines, and while sanding or vapor smoothing can reduce them, neither fully resolves the surface finish constraint. For parts where surface quality is part of the requirement, SLA produces smoother, more finished looking results, as covered in our SLA vs FDM comparison.
Mechanical anisotropy is the other limitation that drives design decisions. FDM parts are weaker across layer boundaries than along them, because the bond between layers depends on how well the melted filament fuses to the cooled layer below. Print orientation directly affects strength, and designs that ignore layer direction can fail under load in ways that the material datasheet would not predict.
Dimensional accuracy is also generally lower than SLA or CNC. FDM tolerances scale with part size, typically around 2 percent of the nominal dimension. On a one-inch feature, that works out to roughly plus or minus half a millimeter, and larger parts vary proportionally. That range is sufficient for functional prototypes and most production parts but not for applications that demand tight fits without post-machining.
Common FDM Applications
FDM covers a wide range of use cases across engineering and product development:
- Prototyping and concept models: Fast, low-cost validation of form, fit, and basic function before committing to tooling.
- Functional testing: Load-bearing brackets, snap-fit assemblies, and mechanical interfaces printed in ABS, ASA, or PETG for real-world evaluation.
- Jigs and fixtures: Custom tooling for assembly lines, test benches, and quality control stations, replacing machined parts at a fraction of the cost and lead time.
- Low-volume production: End-use parts in quantities of 1 to 100 where injection molding tooling costs are not justified.
- Enclosures and housings: Protective cases for electronics, sensors, and control systems, especially during development when the design is still changing.
- Education and research: Universities and labs use FDM for physical models, lab equipment, and experimental apparatus.
When to Use FDM
FDM fits best when the part is judged by how it performs, not how it looks. If the application is functional, if strength and durability matter more than surface finish, and if the part is made from a standard thermoplastic that needs to behave like a molded material, FDM is usually the right process. It also tends to be the most economical choice when parts are large, when you need several at low cost, or when iteration speed matters and design changes need to go from screen to physical part in the same day. For low-volume production runs where injection molding tooling is not justified, FDM covers the gap without the upfront investment.
There are cases where another process is the better fit. If the part requires a smooth surface finish with minimal post-processing, SLA will get there faster and cleaner. If tolerances need to be tighter than roughly 2 percent of the nominal dimension, SLA or CNC machining offer more control. Parts with complex internal channels or fine features below about 0.8 mm are better suited to SLA or MJF, and applications that require isotropic strength in all directions lean toward SLS or MJF, where the powder-bed process produces more uniform mechanical properties. Once production volumes exceed roughly 100 identical parts, MJF or injection molding become more cost-effective than printing each one individually.
For a side-by-side comparison of all four additive processes, see our full process comparison guide.
Conclusion
FDM is the most accessible and cost-effective additive process for functional parts. It covers prototyping through low-volume production in standard engineering thermoplastics, with fast turnaround and large build volumes. Its limitations are surface finish, dimensional accuracy, and anisotropic strength. When those matter, another process is the better fit. When they do not, FDM is hard to beat on cost and speed.
If you need help choosing a process or preparing a design for FDM, our CAD team works with engineers to get files production-ready before the first print.
Frequently Asked Questions
What does FDM stand for?
FDM stands for Fused Deposition Modeling, a term trademarked by Stratasys. The open-source equivalent is FFF, or Fused Filament Fabrication. Both names describe the same process: melting thermoplastic filament and depositing it layer by layer to build a solid part.
How does FDM 3D printing work?
A thermoplastic filament is fed through a heated nozzle, melted, and extruded onto a build plate one layer at a time. Each layer bonds to the one below as it cools. The nozzle follows a toolpath generated from a sliced 3D model, building the part from the bottom up.
What is the difference between FDM and FFF?
There is no functional difference. FDM (Fused Deposition Modeling) is a trademarked term owned by Stratasys. FFF (Fused Filament Fabrication) is the open-source name for the same process. Most service providers and manufacturers use FDM.
Is FDM the cheapest 3D printing method?
For most applications, yes. FDM filament costs less than SLA resin or SLS and MJF powder, and FDM parts typically need less post-processing. At low to medium volumes, FDM generally offers the lowest cost per part of any additive process.
What materials can FDM 3D printers use?
FDM prints in thermoplastics including PLA, ABS, ASA, PETG, TPU, nylon, polycarbonate, and high-performance materials like PEEK. Material choice depends on the application: PLA for early prototypes, ABS or ASA for functional parts, and TPU for flexible components.
Disclaimer
The content appearing on this webpage is for informational purposes only. Simple Machining makes no representation or warranty of any kind, be it expressed or implied, as to the accuracy, completeness, or validity of the information. Any performance parameters, geometric tolerances, specific design features, quality and types of materials, or processes should not be inferred to represent what will be delivered by Simple Machining. Buyers seeking quotes for parts are responsible for defining the specific requirements for those parts. Please refer to our terms and conditions for more information.
Need help with an FDM project? Our FDM 3D printing service can take it from file to finished part.