
Your Guide to SLS: Advantages, Materials, and Best Practices
Selective Laser Sintering for complex, functional prototypes and end-use parts. Advantages, materials, design guidelines, and faster production.
Read the ArticleVersatile, support-free nylon for strong functional parts and complex geometry.
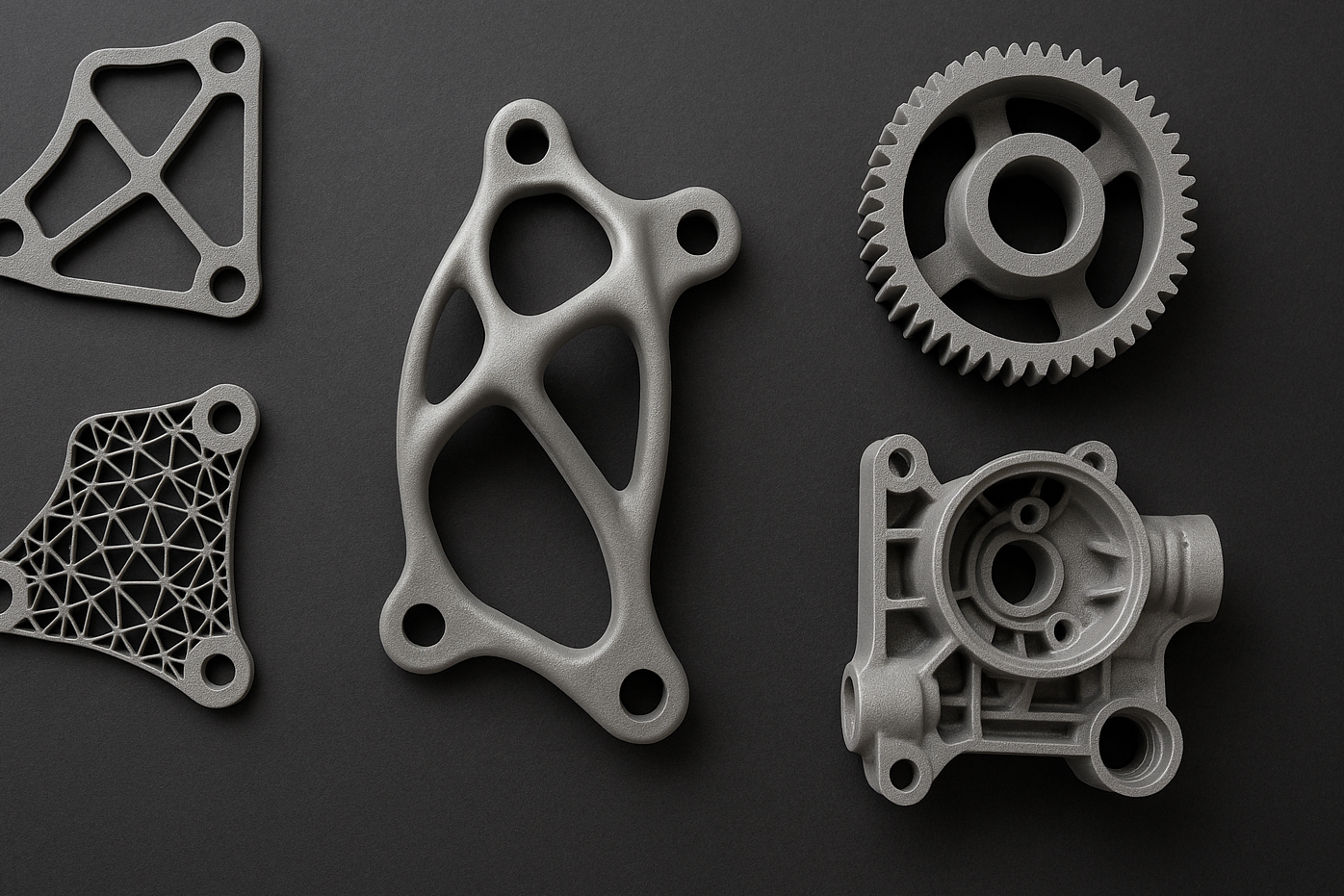
Nylon PA12 is the most widely used SLS material - durable, chemically resistant, and dimensionally stable. The powder bed self-supports the build, so complex geometry, internal channels, and nested assemblies print without supports, making it ideal for functional prototypes and low-volume end-use parts.
Nylon Polyamide 12 - SLS, printed with Selective Laser Sintering (SLS). Every order is reviewed by our engineering team - no minimum order quantity.
Choose SLS PA12 when you need strong, isotropic parts with complex geometry - internal channels, undercuts, nested assemblies, or lattice structures - that FDM cannot print without heavy support. SLS PA12 is the workhorse of functional 3D printing: 48 MPa tensile, good chemical resistance, 154 °C heat deflection, and near-isotropic strength because the powder-bed process does not create the weak Z-axis layers that FDM does.
For parts that need more toughness and flexibility - snap-fits that must survive repeated assembly, living hinges, impact-prone components - SLS PA11 is the better nylon. PA11 has higher elongation (40–50% vs 15–20%) and absorbs impact energy that would crack PA12.
If you need finer features, tighter repeatability, or are producing 50+ identical parts, MJF PA12 may be more cost-effective - Multi Jet Fusion builds faster across full trays and typically achieves slightly better surface detail. SLS offers a larger build envelope (350 x 350 x 550 mm vs 380 x 285 x 380 mm for MJF), which matters for oversized parts.
Representative values - process- and orientation-dependent. Full technical datasheet available on request.
Plan features to print reliably and assemble cleanly in PA12 (SLS). Need DFM help?
Typical tolerance is ±0.3 mm or ±0.3% (whichever is greater). SLS achieves more consistent accuracy than desktop FDM because the powder bed provides uniform thermal support. Features smaller than 0.75 mm may not resolve reliably. Post-machining (CNC, drilling, tapping) is available and common for critical bores and sealing surfaces.
SLS PA12 parts are produced on industrial powder-bed systems. Parts are sintered from nylon powder at approximately 170-180 °C using a CO2 laser in a nitrogen-atmosphere chamber. The powder bed acts as support material, so no support structures are needed. Parts cool slowly (12-24+ hours depending on build volume) to minimize warping and maximize mechanical properties. Z-axis mechanical properties are 80-90% of XY, and surface finish varies by angle relative to the laser path.
PA12 (SLS) alongside related materials.
| PA12 (SLS) | PA11 (SLS) | PA12-GF | PA12 (MJF) | |
|---|---|---|---|---|
| Tensile strength | 48 MPa | 47 MPa | 38 MPa | 48 MPa |
| Heat deflection (HDT) | 154 °C @ 0.45 MPa | 157 °C @ 0.45 MPa | 175 °C @ 0.45 MPa | 175 °C @ 0.45 MPa |
| Flexural modulus | 1,730 MPa | ≈ 1,100 MPa | 3,300 MPa | 1,730 MPa |
| Elongation | 15–20% | 40–50% | 3–5% | 15–20% |
| Density | 1.01 g/cm³ | 1.02 g/cm³ | 1.30 g/cm³ | 1.01 g/cm³ |
| Relative cost | $$$ | $$$ | $$$ | $$ |
Where PA12 (SLS) fits, where it doesn't, and what to use instead.
48 MPa tensile with near-isotropic strength (Z-axis 80–90% of XY) - the closest any printed polymer gets to injection-molded nylon performance.
EngineeringPowder-bed self-support lets you print tortuous internal channels, baffles, and plenum chambers that would require multi-piece assembly in FDM.
Engineering15–20% elongation provides enough ductility for snap arms to deflect and return over hundreds of assembly cycles without fatiguing.
Consumer Products154 °C HDT handles engine-bay and under-dash temperatures, while complex duct geometry prints as a single part without supports.
AutomotiveParts nest in the build volume to fill trays - per-part cost drops 30–50% at 20+ units compared to single-part builds, with no tooling investment.
Consumer ProductsFinishing options and in-stock colors for PA12 (SLS).
De-powdered, matte gray/white finish.
Best for: Functional parts
Smoother, satin surface and reduced friction.
Best for: Handled / sliding parts
Acid dye penetrates the surface; no dimensional change.
Best for: Cosmetic uniformity
Custom colors and dyeing available on request. Contact us for options.
Selective Laser Sintering for complex, functional prototypes and end-use parts. Advantages, materials, design guidelines, and faster production.
Read the Article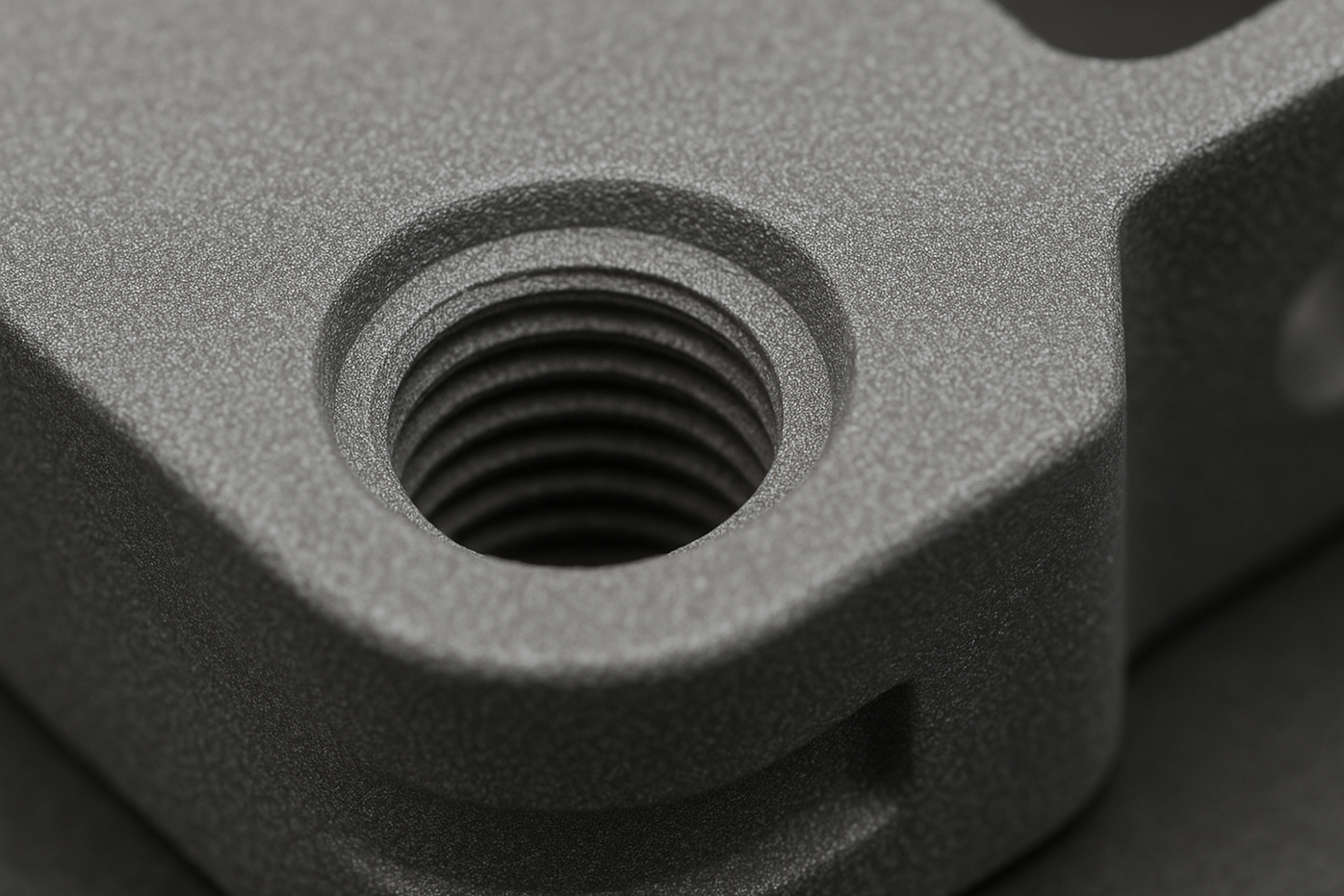
Choose coarse pitch, set engagement length ~2-3x pitch, and model proper lead-in chamfers, reliefs, and boss geometry for strength and fit.
Read the Article
Wall thickness, tolerances, supports, and hole sizing rules for printable parts.
Read the Article